INFORMATION ENGINEERING LABTORY
| HOME | RESEARCH | MEMBERS | TEACHING | PUBLICATIONS |
|---|
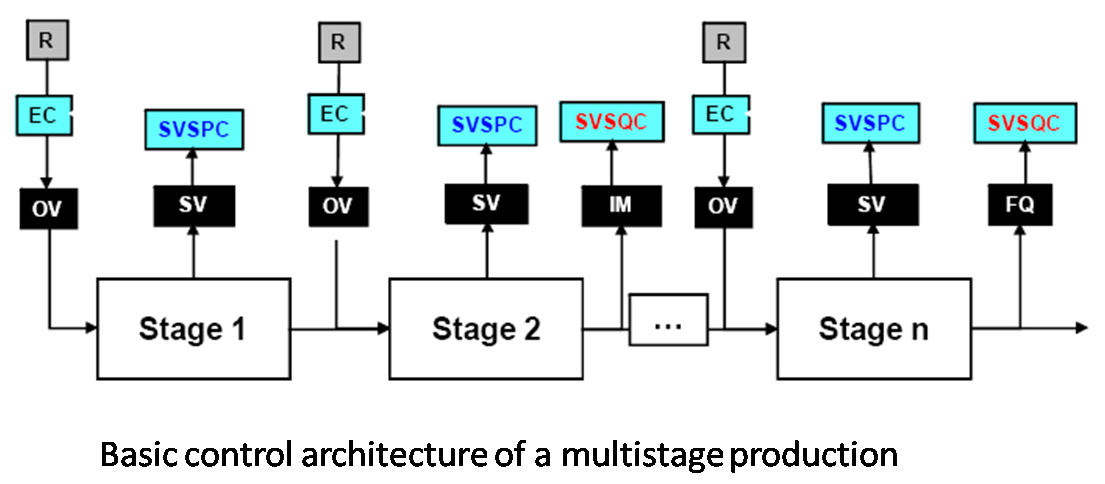
• Basic control of such a production process, as shown in Figure, involves use of advanced equipment controller (EC) to ensure precise execution of recipes, statistical process control (SPC) to ensure proper operation of each stage and statistical quality control (SQC) of intermediate measurements and statistical quality control of final quality indices.
System and problem
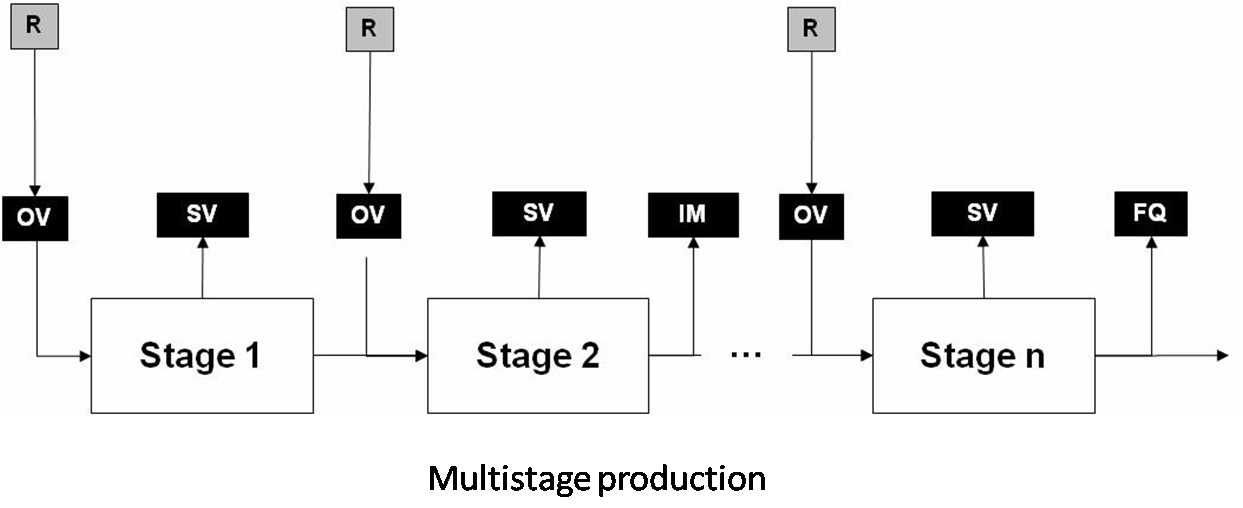
LCD manufacturing, like semiconductor manufacturing is a multistage, paralleltool, multiple product assemblyline production, as shown in Figure
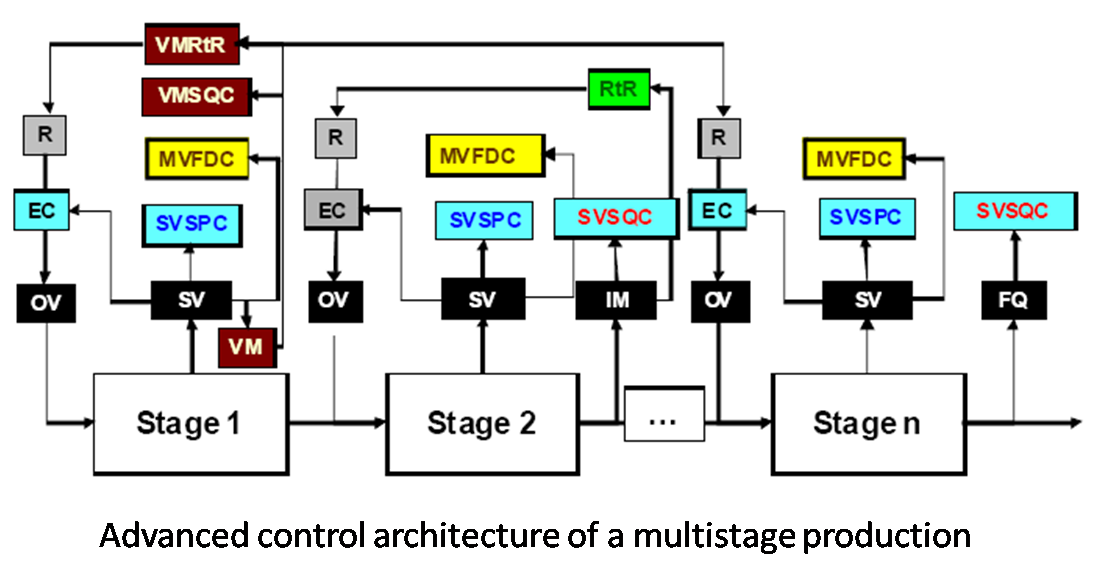
•An advance process engineering system engineering usually include multi?variable based fault detection and classification (FDC) that allows quickisolation of faulty operations based on multivariable analysis of sensor variable data; and run?to?run ( RtR ) recipe adjustments to compensate equipment drifts.
• Furthermore, IMs and FQ are expensive and time consuming. Hence SQC cannot be performed for due to lack of in?time measurement technology.Moreover, even if IM/FQ can be measured, low sampling frequency and delays will reduce the performance of RtR control. In such cases, virtual metrology(VM) or soft sensor models employing SV data will be most beneficiary to SQC and RtR .
Proposed method
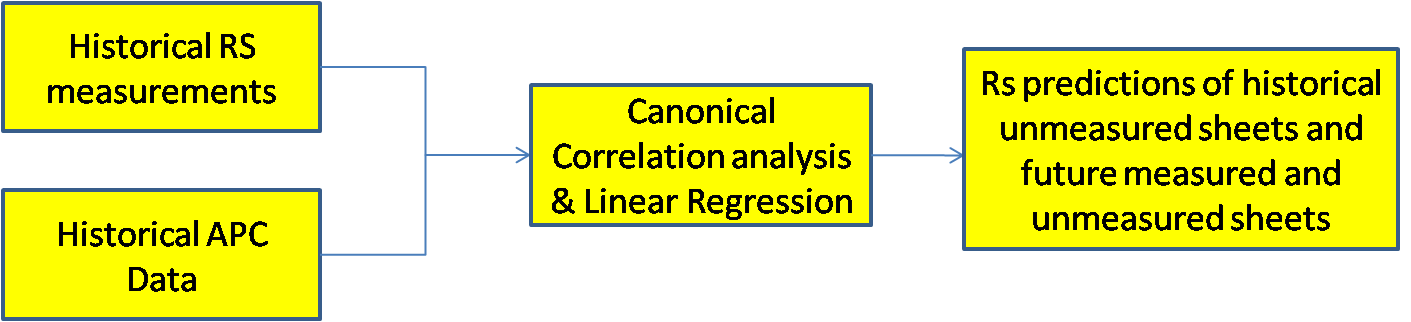
• In a preliminary model, we have examined historical plant values in a model training period of 48 key sensor variables whose average values in each batch operation are recorded and monitored using 20 key sensor variables whose profiles during the entire course of each batch are recorded (APC variables). The APC variables are first synchronized. The APC variables are first synchronized and canonical correlation analysis was applied to these variables. A multiple linear regression model was developed using of the first scores of the canonical correlation analysis and linear regression(Figure).
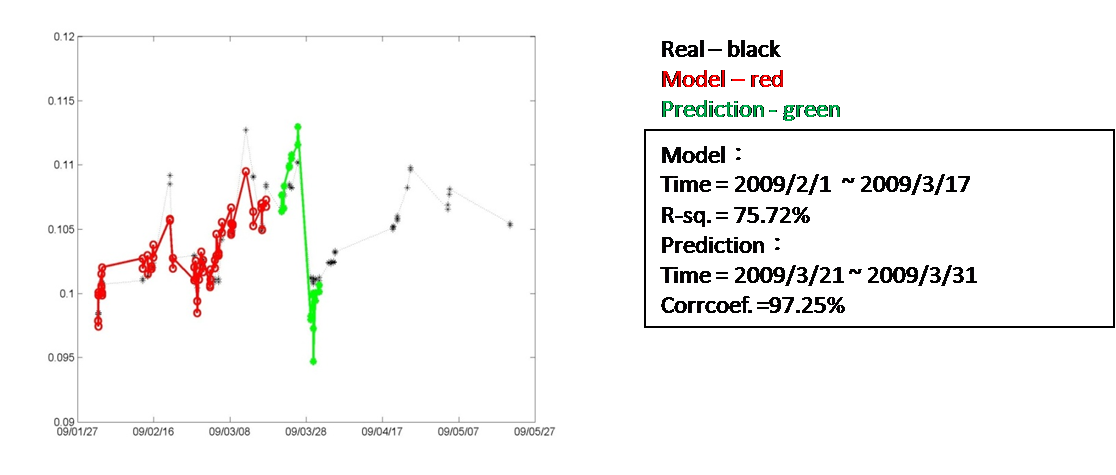
Result
• Preliminary results show that successful predictions of variation trends in a future testing period (Figure).